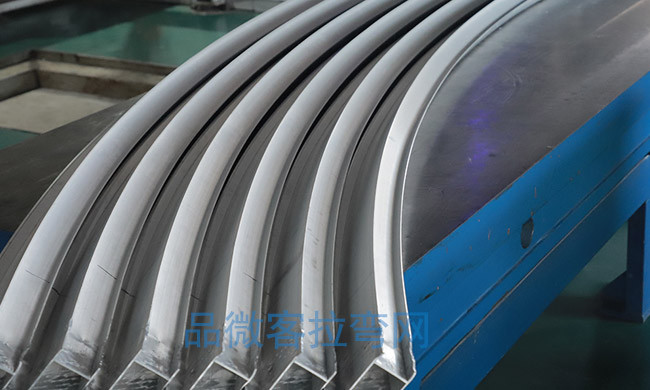
随着现代建筑、机械制造以及装饰工程的发展,异形金属结构的应用越来越广泛。其中,钢方管由于具有强度高、稳定性好、结构美观等特点,被广泛应用于幕墙结构、桥梁护栏、景观造型、机械框架等领域。在这些应用中,钢方管S形整体拉弯加工是一种常见且技术要求较高的成型工艺。该工艺能够在保持材料整体性的前提下,使方管形成连续、平滑的S形曲线,从而满足复杂结构设计需求。
一、钢方管S形整体拉弯加工流程
钢方管S形整体拉弯加工通常需要经过多个环节,每个步骤都直接影响产品的精度与质量。
1.材料选择与预处理
在进行拉弯加工之前,需要根据工程需求选择合适规格的钢方管,包括截面尺寸、壁厚以及材质类型。常见材料包括Q235、Q345以及不锈钢方管等。
同时需要对材料进行基础检查,例如:
表面是否存在裂纹或严重划伤
方管是否存在扭曲或变形
材料硬度是否符合加工要求
必要时还会进行表面清理或矫直处理,以保证后续弯曲加工的稳定性。
2.图纸分析与工艺设计
在加工前,需要根据设计图纸确定S形弯曲的关键参数,例如:
弯曲半径
弯曲角度
弯曲段长度
整体曲线形态
技术人员通常会通过三维建模或工艺计算来确定拉弯方案,并设计专用模具或导向结构,以确保加工过程中方管不会产生明显变形。
3.设备调试与定位
S形整体拉弯通常需要使用型材拉弯机、数控弯曲设备或专用弯曲模具。在加工前需要进行设备调试,包括:
调整夹具位置
设定弯曲参数
确定拉力大小
校准设备精度
同时还需要对钢方管进行精准定位,确保弯曲起点和终点符合设计要求。
4.分段拉弯成型
由于S形结构包含两个方向相反的弯曲段,因此在加工时通常采用分段拉弯成型方式。
加工过程通常包括:
1.第一次弯曲形成第一个弧形
2.调整设备方向
3.进行第二次反向弯曲
4.调整曲线整体平滑度
在此过程中,设备通过稳定的拉力使钢方管逐渐形成连续曲线,避免出现折弯或局部变形。
5.校正与检测
弯曲完成后,需要对成品进行尺寸检测和曲线校正,主要检测项目包括:
弯曲半径是否符合设计
曲线是否平滑连续
截面是否出现明显变形
是否存在扭曲现象
如果出现偏差,可以通过局部校正或微调设备进行修正。
二、钢方管S形拉弯的技术难点
虽然拉弯工艺已经较为成熟,但在实际加工过程中仍然存在一些技术难题。
1.截面变形问题
钢方管在弯曲过程中容易出现截面变形,例如:
外侧拉伸变薄
内侧压缩起皱
方管截面由方形变为菱形
这种情况不仅影响美观,还可能降低结构强度。
2.弯曲回弹现象
钢材在弯曲后会产生一定程度的回弹,这是金属材料的弹性特性所导致的。如果控制不好,弯曲角度可能与设计图纸存在偏差。
3.曲线不连续
在S形弯曲过程中,如果设备控制不稳定或模具设计不合理,可能会出现曲线衔接不自然的问题,导致整体结构不美观。
4.扭曲问题
钢方管在拉弯时如果受力不均,可能会产生轴向扭曲,使方管表面出现旋转现象,从而影响安装精度。

三、常见解决方案
针对以上技术难点,行业中已经形成了一系列成熟的解决方法。
1.使用专用模具
通过设计符合方管尺寸的弯曲模具,可以有效限制截面变形。同时模具还能提供稳定支撑,使弯曲过程更加平稳。
2.采用数控拉弯设备
现代数控拉弯设备可以精确控制弯曲角度、拉力和速度,从而提高加工精度并减少人为误差。
3.预补偿回弹量
技术人员通常会根据材料特性提前计算回弹量,在弯曲过程中进行适当的角度补偿,从而保证尺寸符合设计要求。
4.内部填充辅助
对于壁厚较薄的方管,可以在弯曲前进行内部填充,例如:
填砂
插入芯棒
使用支撑芯模
这样可以有效防止截面塌陷。
5.分步弯曲控制
通过合理的分段弯曲工艺,可以逐步形成S形曲线,避免一次性弯曲造成材料受力过大。
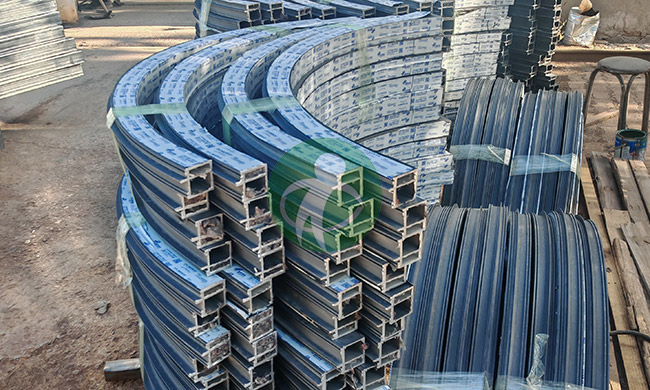
四、应用领域
钢方管S形整体拉弯广泛应用于多个行业,例如:
建筑钢结构工程
城市景观造型
幕墙龙骨结构
桥梁护栏工程
机械设备框架
其优美流畅的曲线造型不仅满足结构功能需求,同时也提升了整体视觉效果。
钢方管S形整体拉弯是一项对设备、工艺和技术要求较高的金属加工技术。通过合理的加工流程、新的设备以及成熟的工艺控制,可以有效解决截面变形、回弹以及扭曲等问题,从而获得高精度、高质量的弯曲产品。随着建筑设计和工业制造对复杂结构需求的不断提升,钢方管S形拉弯技术也将在更多领域发挥重要作用。