0471-6525691
+86 15848167721
首页
品微客介绍
拉弯视频
拉弯加工
门窗类
钢材类
建筑铝材类
工业型材类
不锈钢装饰类
设备展示
客户分享
拉弯资讯
联系我们
拉弯资讯
主页
-
拉弯资讯
铝型材拉弯资讯
拉弯加工厂
2023-03-25
889
铝合金型材弯弧怎么做,载誉退役军人的工匠正直!
查看详情
铝型材拉弯资讯
拉弯加工厂
2023-03-23
758
工业铝型材拉弯的物质特性有哪些?
查看详情
铝型材拉弯资讯
拉弯加工厂
2023-03-16
659
拉弯加工厂分享铝型材规格参数,规格尺寸有哪些?
查看详情
铝型材拉弯资讯
拉弯加工厂
2023-03-06
882
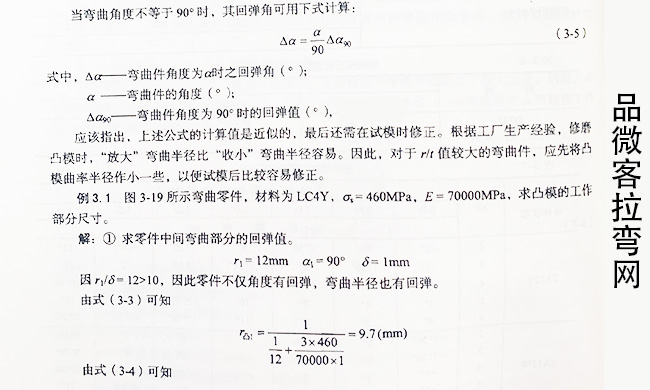
拉弯加工厂弯曲件的加工质量分析
查看详情
铝型材拉弯资讯
拉弯加工厂
2023-01-20
981
拉弯工匠精神及技艺传承,品微客拉弯网呼和浩特市金錾型材拉弯公司祝全国朋友们春节快乐!
查看详情
铝型材拉弯资讯
拉弯加工厂
2022-10-17
928
构建新时代的数控拉弯机结构形式
查看详情
铝型材拉弯资讯
拉弯加工厂
2022-09-30
894
品微客拉弯网追思先烈,金錾拉弯加工厂致敬英雄!
查看详情
铝型材拉弯资讯
拉弯加工厂
2022-09-09
557
金錾拉弯全体员工值此中秋佳节为大家送上祝福
查看详情
铝型材拉弯资讯
拉弯加工厂
2022-08-30
885
型材力学性能的拉弯加工确定
查看详情
1
2
3
4
5
欢迎来到品微客拉弯官方网站
本站提供拉弯加工,铝型材拉弯和铝合金型材弯弧相关的服务和咨询!
联系我们